The investment numbers reflect the moment. According to the American Biogas Council, the U.S. saw 125 new biogas projects and $3B+ in investment in 2024 alone — a 40% year-over-year increase — followed by another 70 projects and $2B+ in 2025.
This guide covers what AD-to-energy EPC projects involve, how they're structured and delivered, what operational challenges erode long-term performance, and what to prioritize when selecting project partners.
Key Takeaways
- The U.S. has ~2,600 operating biogas facilities but 15,000+ potential new sites still untapped
- EPC delivery consolidates design, procurement, and construction under a single contractor — reducing owner risk on complex AD projects
- Policy incentives (RFS RINs, IRA ITC/PTC, USDA REAP) are essential to project bankability and should be structured early
- Sediment accumulation quietly shrinks digester volume and reduces biogas output without obvious warning signs
- Bristola's robotic cleaning system keeps digesters fully operational during cleaning — no downtime, no confined space entry required
What Is an Anaerobic Digester-to-Energy System?
The Basic Process
Anaerobic digestion works like this: bacteria break down organic matter — manure, food waste, wastewater biosolids, crop residues — inside a sealed, oxygen-free vessel. The two outputs are biogas (primarily methane and CO₂) and digestate (a nutrient-rich solid/liquid residue).
Both outputs have commercial value:
- Biogas can be combusted on-site for combined heat and power (CHP), upgraded to RNG for pipeline injection, or converted to CNG/LNG for transportation fuel
- Digestate can be sold as fertilizer or bedding material, offsetting waste disposal costs
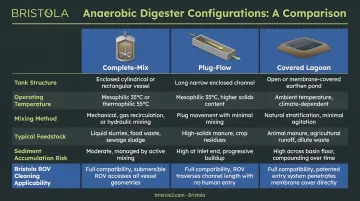
Digester Configurations
Commercial EPC projects typically involve one of three system types:
| Configuration | Best For | Key Trait |
|---|---|---|
| Complete-mix | Slurries with low-to-moderate solids (WWTPs, some manure) | Continuously stirred; handles variable inputs |
| Plug-flow | Higher-solids, consistent feeds (dairy manure) | Long, narrow reactor; widely used on dairies |
| Covered lagoon | Dilute manure in warm climates | Lower capex; lower biogas production rate |
Co-Digestion
Combining multiple feedstock types in a single digester — for example, dairy manure with food waste or fats, oils, and greases (FOG) — is increasingly common in commercial projects. EPA Region 9 data shows food scraps and FOG carry at least 3x the methane potential of biosolids or manure alone, making co-digestion a reliable way to increase biogas yields and capture tipping-fee revenue from waste haulers at the same time.
The U.S. currently has roughly 2,600 operating biogas facilities, but the American Biogas Council identifies more than 15,000 potential new sites ready for development — a gap that represents the core commercial opportunity for EPC developers and project investors.
How EPC Project Delivery Works for AD-to-Energy Facilities
The EPC Model
Under an EPC (Engineering, Procurement, and Construction) contract, a single contractor or consortium takes turnkey responsibility for designing the facility, sourcing all major equipment, and completing construction — typically under a fixed-price or lump-sum agreement.
For AD projects, this model matters. Feedstock variability, permitting complexity, utility interconnection, and biogas upgrading system integration all interact in ways that are difficult to manage across fragmented contracts. A single accountable EPC party reduces owner risk and creates a single point of accountability for results.
Who's Involved
Key stakeholders on a typical AD-to-energy EPC project:
- Facility owners — farms, food processors, municipalities, waste management companies
- EPC contractor — manages design, procurement, and construction
- Equipment suppliers — digester tank fabricators, biogas upgrading skid manufacturers, CHP generator suppliers
- Utility interconnect entities — for grid-connected power generation
- O&M providers — often engaged separately for long-term operations
Feasibility and Feedstock Analysis
Before design begins, the EPC team must characterize the feedstock: available organic waste volumes, solids content, nutrient levels, and biodegradability. These inputs drive digester sizing, retention time calculations, and biogas yield projections.
Using generic yield assumptions instead of site-specific data is one of the most common and costly mistakes in AD project development. Accurate feedstock data also forms the foundation of any credible financial model — without it, projected RIN volumes and revenue timelines are guesswork.
Financing and Incentives
AD-to-energy projects carry substantial capital requirements, and their bankability depends heavily on stacking multiple incentive programs:
- RFS RINs — RNG from agricultural AD can generate D3 cellulosic or D5 advanced RINs. EPA's Cellulosic Waiver Credit was $1.61 in 2024 and $1.91 in 2025
- State LCFS programs — Additive to federal RFS credits where applicable; value driven by carbon intensity score
- IRA Section 48 ITC — Base 6%, rising to 30% with prevailing wage and apprenticeship requirements; technology-neutral 48E applies for projects after December 31, 2024
- IRA Section 45 PTC — 0.3¢/kWh base or 1.5¢/kWh with labor standards
- USDA REAP — Grants and guaranteed loans for agricultural producers and rural small businesses
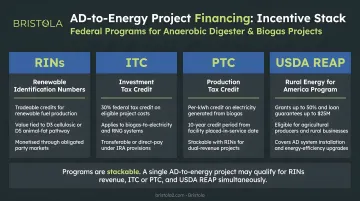
EPC contractors who model this incentive stack early — alongside engineering decisions — can structure projects that qualify for multiple programs simultaneously, materially improving the debt-to-equity ratio and overall project returns.
Performance Guarantees
EPC contracts for AD-to-energy projects frequently include performance guarantees tied to biogas output, electrical generation capacity, or RNG volumes. Those guarantees have to flow through every project decision: digester design, equipment selection, commissioning protocol, and O&M planning.
In practice, the most common failure points are commissioning gaps — where equipment is accepted before it reaches steady-state operation — and feedstock variance that wasn't accounted for in the design basis. Both are preventable with rigorous upfront specification.
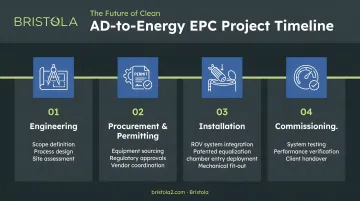
Key Phases of an AD-to-Energy EPC Project
Engineering Phase
The engineering phase sets the technical and economic foundation for everything that follows. Key workstreams include:
- Site selection and civil engineering
- Digester sizing and process design based on feedstock characterization
- Selection of biogas end-use pathway (CHP vs. RNG upgrading)
- Design of pre-treatment, gas handling, and digestate management systems
Decisions made here — inlet/outlet configuration, mixing system type, heating system design, access provisions — have long-term consequences for operational efficiency and maintenance costs. A digester that's difficult to access is a digester that won't get cleaned on schedule.
Procurement Phase
Procurement involves sourcing the major components that determine project timeline and budget. Key categories include:
- Digester tank fabricators
- Biogas upgrading skids or CHP generator packages
- Instrumentation and control systems
- Civil construction materials
Lead times for major digester components can run months, sometimes longer for custom tank fabrication or imported upgrading skids. Factor these timelines into the project schedule from day one — before options narrow and costs escalate.
Construction and Commissioning Phase
Construction covers civil earthwork, tank installation, mechanical and electrical systems, and process piping.
Commissioning is where the biology takes over: inoculating the digester with active microbial culture, ramping up to full feedstock load, and verifying that biogas production and energy conversion performance hit design targets. Rushing this phase — particularly the ramp-up period — can set back stable performance by weeks or longer.
Operational Challenges That Affect AD Energy Output
The Sediment Problem
Inorganic solids (grit, sand, undigested mineral content) settle on the floor of operating digesters over time. As that layer accumulates, effective digester volume shrinks. When volume shrinks, hydraulic retention time (HRT) decreases. And shorter HRT directly reduces biogas yield: peer-reviewed research shows that increasing HRT from 20 to 60 days substantially raises average biogas output in controlled studies.
The problem is that this degradation is gradual — often invisible until it's significant. One documented case involving a 1.2 million gallon EnviTec digester showed volatile solids reduction dropping below 25% and daily biogas production falling 20%. The root cause went unaddressed for over four years while the digester stayed in operation.
The Traditional Cleaning Approach
Conventional digester cleaning requires taking the tank offline, emptying the contents, and sending confined space entry crews inside to manually remove sediment. The financial cost is substantial:
- Direct cleaning cost: ~$300,000 per event
- Lost production revenue: ~$200,000 per cleaning
- Chemical treatment and temporary storage: ~$240,000 per cleaning
- Annualized over a 5-year cycle: ~$250,000 per year
Beyond the cost, confined space entry carries serious safety risk. The U.S. Bureau of Labor Statistics documented 1,030 fatal occupational injuries involving confined spaces between 2011 and 2018 — an average of roughly 128 deaths per year.
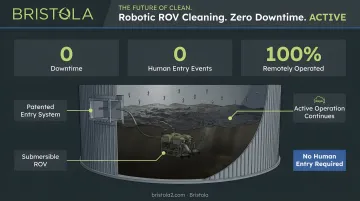
Bristola's Robotic Cleaning Alternative
Those safety and financial failures led directly to Bristola's founding in 2019. After Jared Burma survived a near-death experience inside a tank, he built a patented, zero-human-entry robotic cleaning system designed to eliminate both risks.
Bristola's system uses a submersible remotely operated vehicle (ROV) that enters the digester through a patented equalization chamber entry port, an airlock-type system adaptable to any manhole 24 inches or larger. The ROV cleans the tank floor and removes accumulated sediment through a flexible hose while the digester stays fully operational.
No draining. No human entry. No production downtime.
Key operational benefits:
- No downtime — the facility keeps producing biogas throughout the cleaning
- No temporary storage — because the tank stays in operation, there's no displacement of waste materials
- No confined space entry — crew operates entirely from outside the tank
- Data monitoring — the system evaluates, reports, and stores facility condition data in real time
- Estimated annual savings of ~$80,000 per tank compared to traditional methods
The system can be installed in new-build facilities during construction or retrofitted to existing digesters. In one retrofit case, Bristola installed a 4x4-foot entry door with a 24-inch pipe and isolation valve on the EnviTec digester referenced above, enabling all future cleanings to be performed live.
Bristola's biogas and RNG sector clients include Brightmark, Vanguard Renewables, Maas Energy Works, BERQ RNG, Seacliff Energy, Regenis, LF Bioenergy, and others across the broader renewable energy sector.
Selecting the Right EPC and O&M Partners for Your AD Project
Evaluating an EPC Contractor
Not all EPC contractors are equally equipped for AD-to-energy work. When evaluating candidates, look for:
- Relevant feedstock experience: a contractor experienced with dairy manure may not be the right fit for a food waste co-digestion facility
- In-house process engineering: AD projects require biological process design expertise, not just civil and mechanical engineering
- Proven equipment supplier relationships: especially for biogas upgrading systems and CHP packages where lead times and performance specs matter
- Completed project references: specifically with performance guarantee track records, not just construction completion
O&M Planning Starts at Engineering
Long-term O&M planning should be part of the EPC conversation from the beginning. Projects that lack a clear strategy for digester performance monitoring, gas system integrity, and tank maintenance are more likely to underperform against modeled energy output as they age.
Two questions worth asking early: Who will manage ongoing feedstock quality monitoring? And who owns the plan for digester cleaning when sediment accumulation starts affecting output? That second question leads directly into one of the most operationally sensitive decisions in long-term AD management.
Specialized O&M for Digester Tank Maintenance
Digester tank maintenance is operationally sensitive enough that it warrants a dedicated specialist, not a general O&M contractor. A traditional drain-and-clean event can mean weeks of lost production, significant unplanned expense, and real worker safety exposure. Robotic cleaning eliminates all three.
Bristola engages directly with EPC firms during the new-build design phase to specify entry port installation as part of construction , making zero-human-entry cleaning capability part of the facility from the start. For existing facilities, the retrofit process handles that installation in a single mobilization.
Frequently Asked Questions
What is an EPC contract in the context of an anaerobic digester project?
EPC stands for Engineering, Procurement, and Construction. Under this model, a single contractor takes turnkey responsibility for designing, sourcing equipment for, and building the AD facility. This consolidates accountability and reduces owner risk across the multiple technical disciplines — biological process design, civil work, gas handling, and electrical interconnection — that a single performance guarantee must cover.
What types of organic waste can be used as feedstock in an AD-to-energy project?
The main commercial feedstock categories are livestock manure, food processing waste, fats/oils/greases, wastewater biosolids, and crop residues. Co-digestion — combining multiple waste streams in a single digester — can substantially boost biogas yield, particularly when FOG or food waste is blended with lower-energy feedstocks like manure.
How much energy can a commercial anaerobic digester produce?
Output varies widely by feedstock, digester size, and end-use pathway. A useful benchmark: a typical lactating dairy cow's manure can support roughly 47.1 cubic feet of biogas per day (USDA Rural Development). For food waste, NREL reports approximately 0.65 m³ of biogas per kg of total solids — significantly higher energy density than manure-only systems.
What is renewable natural gas (RNG) and how does it relate to anaerobic digestion?
RNG is biogas purified by removing CO₂ and trace contaminants until it meets pipeline-quality standards. Once upgraded, it can be injected into the natural gas grid or used as vehicle fuel. Anaerobic digestion is the primary RNG production pathway in the U.S., with agricultural AD qualifying for D3 cellulosic or D5 advanced RINs under the Renewable Fuel Standard.
How does sediment buildup affect digester performance over time?
Accumulated inorganic solids reduce working volume, which shortens hydraulic retention time and cuts biogas output. The decline is typically gradual, so operators often don't identify the cause until performance has already dropped well below design targets. Routine cleaning is essential to sustain long-term energy production.
Can an anaerobic digester be cleaned without shutting down production?
Yes. Bristola's patented zero-human-entry robotic system allows digester tanks to be cleaned while remaining fully operational (no draining, no confined space entry, no production downtime). The ROV enters through a patented equalization chamber port and removes accumulated sediment while the facility continues generating biogas.