Done correctly, the result is reliable, repeatable tank cleaning that reduces manual intervention and supports compliance. Done incorrectly, the consequences are predictable: incomplete internal coverage, leaks at the mounting port, pressure drops that render the spray ball useless, and regulatory failures that require expensive rework after the tank returns to service.
In-house maintenance teams with welding or pipe-fitting experience can handle many retrofits. Pressure-rated vessels in regulated industries—food and beverage, pharmaceutical, biogas, oil and gas—typically require certified contractors and documented engineering sign-off before work begins.
Key Takeaways
- Retrofitting follows five stages: assessment, spray ball selection, tank modification, system integration, and validation — each one is required, none are optional
- Spray ball type and placement must be determined from tank geometry and operating data before any physical work starts
- Structural modifications must preserve tank integrity and comply with confined space and hot work safety requirements
- Supply pressure and flow rate at the spray ball inlet matter as much to performance as placement does
- Post-installation testing and documentation are mandatory before returning the tank to service
Before You Start: Assessment, Prerequisites, and Safety
What to Assess Before Touching the Tank
Every retrofit starts with a complete tank assessment. Start by recording:
- Internal dimensions: diameter and height
- Geometry: dome vs. flat roof, presence of baffles or internal agitators
- Wall material: stainless steel, carbon steel, fiberglass, or polyethylene
- Current condition: corrosion level, weld integrity, existing penetrations that could be repurposed
- Existing cleaning method: what it currently is and where it falls short
This data shapes every decision that follows. Skipping it produces a retrofit designed for a hypothetical tank, not the actual one.
Compatibility Checks
Before selecting any hardware, confirm:
- The spray ball material is compatible with the stored product and cleaning chemistry. For food-grade or corrosive service, 316L stainless is standard; PVDF or Hastelloy C-22 suits more aggressive applications
- Existing inlet piping can support the additional flow demand without unacceptable pressure loss
- Any existing access ports or nozzle stubs can be repurposed—avoiding new penetrations saves significant fabrication work and preserves tank integrity
Confined Space Entry: What the Law Requires
Once the hardware plan is set, the physical inspection phase begins — and that means confined space entry protocols must be in place before anyone steps inside. According to BLS data covering 2011–2018, 1,030 U.S. workers died in confined spaces over that period, with 205 fatalities in tanks, bins, and vats specifically — including 38 hydrogen sulfide cases and 39 involving oxygen depletion.
Required controls include:
- Atmospheric testing for oxygen deficiency, flammable gases, and toxic vapors
- Lockout/tagout of all inlets and outlets
- A documented entry permit per OSHA 29 CFR 1910.146
For biogas digesters and covered lagoons, methane and hydrogen sulfide concentrations require specialized procedures that go beyond standard OSHA requirements.
When to Stop
The retrofit should not proceed if:
- Tank wall corrosion has reduced thickness below acceptable thresholds
- The spray ball material is incompatible with the service fluid
- The tank cannot be safely de-pressurized and isolated
- Hot work (welding or cutting) cannot be performed safely given the previous contents
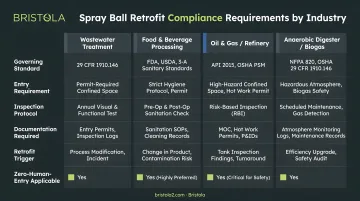
Industry-Specific Requirements
| Industry | Compliance Requirement |
|---|---|
| Food & Beverage | 3-A Sanitary Standards for surface finish (≤32 µin Ra) and fitting type |
| Pharmaceutical | FDA 21 CFR 210/211; documented CIP validation post-installation |
| Biogas/Anaerobic Digestion | Specialized confined space procedures for methane and H2S |
| Pressure Vessels | ASME Section VIII UG-45 for nozzle thickness; NBIC/ASME for alterations |
Tools and Parts Checklist
Have all of the following on hand before beginning the physical installation.
Tools required:
- Hole saw or plasma cutter matched to wall material and thickness
- TIG welder (stainless), MIG or stick (carbon steel) if new flange required
- Pipe wrenches and calibrated torque wrench
- Thread sealant or gasket material rated for the service fluid
- Portable pressure testing kit
Components required:
- Spray ball(s) of selected type and size
- Inlet pipe spool pieces
- Mounting flange or Tri-Clamp ferrule (3-A certified for sanitary service)
- Gaskets rated for service temperature and chemical compatibility
- Isolation shut-off valve for the spray circuit
- Booster pump if existing supply cannot meet operating pressure requirements
Step-by-Step: How to Retrofit a Spray Ball System
Retrofitting follows a defined sequence. Skipping steps around structural modification or connection integrity produces coverage failures and safety risks that often surface only after the tank returns to service.
Step 1: Determine Spray Ball Placement and Coverage
Positioning must be calculated from tank geometry, not estimated.
- A single centrally mounted spray ball suits tanks up to approximately 2–3 meters in diameter with an unobstructed interior
- Larger tanks, tanks with baffles or agitators, or those requiring floor coverage may need multiple spray balls or supplementary nozzle positions
- For reference: the Spraying Systems TankJet 63225 handles tanks up to 4 meters in diameter; the Alfa Laval LKRK static ball is rated for 5–75 m³ vessels
- Direct orifice orientation toward the tank roof, sidewalls, and known residue accumulation zones
- Obtain coverage radius data from the spray ball manufacturer at your specific operating pressure—don't assume
Step 2: Cut the Mounting Port and Modify the Tank
Mark the port center on the tank top or sidewall. Top entry is preferred for gravity-drained cleaning and avoids pressure head complications.
For metal tanks:
- Cut to the diameter required by the chosen fitting type
- Weld a reinforcing pad and flange or Tri-Clamp ferrule to restore structural integrity at the penetration
- Ensure all welds meet ASME Section VIII and NBIC requirements for nozzle reinforcement

Critical hot work requirement: Any cutting or welding on tanks that previously held flammable, toxic, or reactive materials requires gas-freeing, atmospheric testing immediately before work begins, and—in most jurisdictions—a formal hot work permit under NFPA 326. This applies even if the tank appears clean or has been idle.
Step 3: Install the Spray Ball and Inlet Pipework
Mechanical installation and connection work are handled in sequence. Complete the physical placement first, then address fittings and torque.
Physical placement:
- Thread or clamp the spray ball onto its inlet stub
- Lower it through the mounting port to the pre-determined depth and orientation
- Secure the retaining nut or clamp
- Connect the inlet pipe spool from the spray ball up through the port to the external supply connection
Connections and sealing: 5. Use Tri-Clamp fittings for sanitary or food-grade service; threaded NPT (National Pipe Thread) or BSP (British Standard Pipe) for general industrial service 6. Install a chemically compatible gasket at every joint 7. Torque all connections to the manufacturer's specified value using a calibrated torque wrench
Step 4: Integrate with the Cleaning Solution Supply
Pressure and flow at the spray ball inlet determine whether the system actually cleans. Typical operating ranges differ meaningfully by device type:
- Static spray balls: commonly rated around 40 gpm at 25 psi
- Rotary spray heads: typically 1–3 bar working pressure (Alfa Laval recommends 2 bar for the SaniMicro model)
Too low a pressure leaves dead zones; too high breaks up the coverage pattern. More pressure is not always better.
Integration steps:
- Install an isolation valve between the supply line and spray ball inlet
- Verify the supply pump delivers minimum operating pressure at the spray ball inlet, accounting for pipe friction and static head (not just at the pump outlet)
- Size all intervening pipework to avoid pressure drop that degrades performance
- If integrating into a shared CIP skid, confirm the skid's flow capacity covers the additional spray ball demand without robbing pressure from other circuits
Post-Installation Validation and Common Problems
Validation Before Returning to Service
Run a complete validation sequence before the tank handles product again:
- Water-only cleaning cycle: Observe spray pattern through the inspection port or manhole to confirm all internal surfaces receive coverage
- Leak check: Inspect every connection point, weld, and fitting under operating pressure
- Rotation check (rotary models only): Confirm the spray head rotates smoothly at the specified RPM without stalling or vibrating
For pharmaceutical or regulated food applications, riboflavin UV tracer testing is a recognized method to verify 100% surface wetting. Apply riboflavin solution, run the cleaning cycle, then inspect under UV light — any dry zone will fluoresce under the lamp.
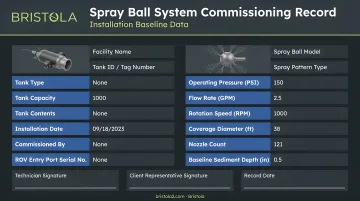
Document at commissioning — record the following as a baseline for future troubleshooting and compliance audits:
- Spray ball model and installation date
- Achieved inlet pressure and flow rate
- Observed coverage pattern and any shadow zones
- Cleaning cycle parameters (temperature, duration, chemical concentration)
Issue 1: Incomplete Internal Coverage
Problem: Sections of tank wall, floor, or areas behind internal structures remain soiled after a full cleaning cycle.
Likely cause: One or more of the following:
- Spray ball undersized for the tank diameter
- Incorrect mounting position relative to internal geometry
- Operating pressure below the design minimum
- Internal obstructions (agitators, baffles, sensors) blocking spray reach
Fix: Reposition based on a documented coverage calculation, upgrade to a wider-angle rotary model, add a second spray ball for blind zones, or increase supply pressure if within the equipment's rated range.
Issue 2: Pressure Drop or Weak Spray Pattern
Problem: Low-velocity spray that fails to impact residue on tank surfaces.
Likely cause: Undersized supply piping, excessive pipe run length creating friction losses, pump rated below flow demand, or partially blocked orifices.
Fix: Recalculate hydraulic requirements for the full pipe run, upsize the supply line, install a dedicated booster pump, and inspect orifices for debris or scale buildup.
Issue 3: Leaks at Fittings or the Mounting Flange
Problem: Cleaning solution leaking at the flange weld, Tri-Clamp connections, or threaded fittings during or after a cleaning cycle.
Likely cause: Under-torqued connections, incompatible or damaged gaskets, incorrect thread sealant for service temperature, or weld defects at the tank port.
Fix: Re-torque all connections to specification, replace gaskets with the correct material grade, and if leaks persist at the flange, inspect the weld with dye-penetrant testing before re-pressurizing.
Pro Tips for a Successful Spray Ball Retrofit
Schedule during a planned maintenance window. Retrofits done under time pressure produce misaligned fittings, untested welds, and skipped validation steps. Fixing those problems after startup costs far more than the planning time would have.
Document everything at installation. Spray ball model, fitting specifications, operating pressure, flow rate, coverage pattern, and cleaning cycle parameters—record it all as a commissioning baseline. Without it, you cannot detect gradual performance degradation or demonstrate compliance during an audit.
Know where spray balls stop being the right tool. Spray ball systems perform well for liquid-phase cleaning in many tank types. They have real limits in vessels with heavy sludge accumulation, compacted solids, or complex geometry that creates unreachable shadow zones.
In those cases—large-volume industrial digesters, biogas tanks, and covered lagoons where spray balls cannot eliminate confined space entry or avoid a full production shutdown—a different approach is the only practical answer. Bristola's zero-human-entry robotic cleaning system was built specifically for these scenarios.
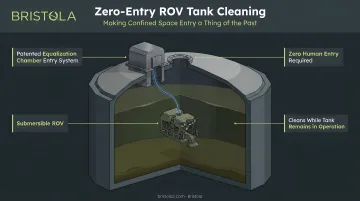
Using a patented equalization chamber entry system, Bristola's submersible ROV enters tanks or covered lagoons through a 24-inch portal installed on the manhole. The vessel stays full and in active operation throughout. No human entry at any stage, no production downtime. For anaerobic digesters presenting methane and hydrogen sulfide hazards, removing confined space entry from the equation entirely eliminates the most serious risk in the maintenance process.
Conclusion
The quality of a spray ball retrofit determines how effectively the tank cleans, how long the system performs without problems, and whether the facility stays compliant with safety and industry standards. Upfront investment in proper assessment, certified fabrication, and rigorous validation is consistently more cost-effective than post-startup rework.
Approach this work as an engineered upgrade. Use qualified personnel for structural modifications. Follow confined space and hot work safety protocols without exception. Treat post-installation testing and documentation as mandatory steps, not finishing touches.
Spray ball retrofits are the right solution for most standard vessels. Where they fall short—large digesters, covered lagoons, or tanks where sludge accumulation defeats liquid-phase cleaning—the evaluation shifts from how to execute a spray ball retrofit to whether a different technology altogether, such as robotic zero-entry cleaning systems, better fits the application.
Frequently Asked Questions
How much does it cost to clean a tank?
Tank cleaning costs vary widely based on tank size, contents, and cleaning method. Traditional drain-and-clean approaches for large industrial tanks can run $300,000 or more per cleaning cycle—and for many operations, indirect costs from lost production and temporary storage exceed the direct cleaning bill. Factor both when evaluating total cost.
What is the procedure for tank cleaning?
The general sequence is: isolate and drain the tank, apply cleaning solution, allow dwell time or agitation, rinse thoroughly, inspect internal surfaces, and return to service. The specific procedure depends on the tank type, stored product, and applicable industry standards—pharmaceutical and food-grade tanks require documented validation steps beyond basic cleaning.
Can a spray ball system be retrofitted without emptying the tank?
In most cases, the tank must be emptied and isolated before modification work begins—cutting or welding a mounting port on an active tank creates serious safety hazards. Systems designed for in-service cleaning, such as Bristola's robotic zero-human-entry system, operate on a fundamentally different principle and represent a separate category of technology from spray ball CIP.
What is the difference between a fixed spray ball and a rotating spray head?
Fixed spray balls distribute cleaning solution through all orifices simultaneously in a static pattern, relying on high flow and low pressure for wetting. Rotating spray heads use fluid pressure to drive rotation, delivering a higher-impact spray with more thorough coverage in larger or more contaminated tanks—at lower flow volumes but greater cleaning effectiveness per gallon.
How often should a retrofitted spray ball system be inspected?
Spray balls should be inspected at minimum every 3 to 6 months, aligned with the facility's cleaning validation schedule. Checks should cover orifice condition, rotation function (for rotary models), connection integrity, and delivered operating pressure. Catching performance degradation early prevents cleaning failures that are far more disruptive to address.
What types of tanks are suitable for spray ball retrofitting?
Spray ball retrofits work well for stainless steel and carbon steel tanks, and many fiberglass tanks with sufficient wall thickness to support a welded or clamped penetration. Thin-wall polyethylene tanks generally use mechanical bulkhead fittings rather than welded flanges. Very large tanks or vessels with heavy sludge accumulation may require supplementary cleaning methods beyond spray balls alone.