For facility operators and maintenance managers across oil and gas, biogas and anaerobic digestion, wastewater treatment, food and beverage, and liquid storage industries, getting this process right is non-negotiable. It directly affects safety compliance, product integrity, and operational continuity. Yet the process carries significant risks and limitations that are routinely underestimated—sometimes with fatal consequences.
This article walks through the full cleaning sequence, the variables that govern its effectiveness, the mistakes that cause it to fail, and the scenarios where chemical cleaning alone may not be sufficient.
Key Takeaways
- Chemical tank cleaning uses acids, alkalis, or solvents to dissolve contaminants—distinct from purely mechanical or high-pressure water methods
- The process follows a defined sequence: isolation, chemical selection, application, dwell time, rinsing, and inspection
- Four variables control effectiveness: chemistry type, temperature, contact time, and mechanical agitation
- Confined space entry requirements and waste disposal obligations make this process more complex and costly than most facilities anticipate
- When downtime or human entry risk is unacceptable, robotic cleaning systems eliminate both without interrupting operations
What Is the Chemical Tank Cleaning Process?
Chemical tank cleaning applies reactive agents to a tank's interior to break down deposits that mechanical action alone cannot address. Rather than relying on physical force, it uses chemistry to dissolve residue directly — saponifying fats and dissolving mineral scale, or emulsifying hydrocarbon films, depending on the agent selected.
The goal is not cosmetic cleanliness. The actual objective is eliminating residues that cause:
- Cross-contamination between stored products
- Microbial growth and accelerated corrosion
- Gradual loss of effective tank volume from sludge accumulation
- Failure to pass internal inspections under standards such as API 653
How It Differs from Related Methods
Chemical cleaning is often confused with adjacent processes. Here's a practical distinction:
| Method | Primary Mechanism | Entry Required? |
|---|---|---|
| Chemical cleaning | Reactive agents dissolve deposits | Often yes |
| Mechanical cleaning | Physical force (jetting, scraping) | Typically yes |
| CIP (Clean-in-Place) | Automated solution circulation through fixed piping | No |
In practice, these methods are often combined. Chemical cleaning refers specifically to reactive agents as the primary cleaning mechanism. CIP (Clean-in-Place) systems, as defined by Oklahoma State University Extension, rely on validated automated procedures and do not require disassembly or manual entry — making them structurally different from the tank cleaning operations this article addresses.
Why Industrial Facilities Use Chemical Tank Cleaning
Several distinct operational triggers drive facilities to schedule chemical cleaning:
- Product changeovers requiring complete removal of prior residue to prevent cross-contamination
- Scheduled maintenance cycles and API 653 compliance, which sets a maximum 10-year interval for internal inspections of above-ground storage tanks
- Contamination events requiring remediation before the tank returns to service
- Capacity loss from sludge and scale accumulation that reduces effective working volume
- Regulatory requirements under EPA, OSHA, FDA 21 CFR 117.35, and sector-specific standards
Chemical cleaning also addresses what mechanical methods cannot:
- Dissolves adhesive organic residues — oils, proteins, and fats — that physical scrubbing leaves behind
- Reaches complex internal geometries with baffles, heating coils, and agitators
- Produces documented compliance records for hygiene and safety regulations
The consequences of neglect are concrete:
- Residual biologics accelerate corrosion
- Sludge accumulation reduces tank capacity over time
- Flammable or toxic residues create hazardous vapor buildup and explosion risk
- In food and beverage facilities, FDA 21 CFR 117.35 requires food-contact surfaces to be cleaned "as frequently as necessary to protect against allergen cross-contact" — compliance that falls directly on the operator
How the Chemical Tank Cleaning Process Works: Step by Step
While specific chemicals and timing vary by application, the structural sequence is consistent across industries. Deviating from this order reduces effectiveness and increases risk.
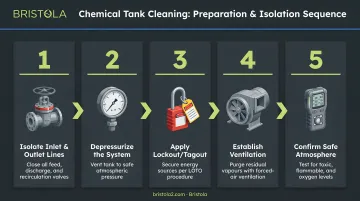
Step 1: Tank Preparation and Isolation
The tank must be taken fully out of service before any cleaning begins. This means:
- Draining residual product via vacuum truck or pumping
- Isolating connected systems using blind flanges
- Locking out and tagging out all pumps and mixers
- Removing residual product below the low suction line manually
All toxic or flammable vapors must be purged and atmospheric testing performed before any entry occurs. OSHA's 29 CFR 1910.146 requires testing in a specific sequence: oxygen content first (acceptable range: 19.5%–23.5%), then flammable gases (below 10% of the Lower Explosive Limit), then toxic vapors. Skipping this step has killed workers. OSHA Fatal Facts case 4490 documents two fatalities where workers entered a tank car without atmospheric testing—oxygen had been displaced by gasoline vapors, and both workers were overcome.
Step 2: Chemical Selection
The three primary categories of cleaning agents:
- Alkaline cleaners (pH 11.5–12.5): Target organic soils—fats, oils, proteins, biological residues—through saponification
- Acidic cleaners (pH 0–5.5): Target inorganic deposits—mineral scale, water stains, rust
- Solvents and disinfectants: Address hydrocarbon films and microbial contamination
Matching the right category to the job requires accounting for the specific residue type, the tank's construction material (stainless steel, coated carbon steel, fiberglass), and the intended next use. Using an alkaline cleaner on mineral scale—or an acid cleaner on organic protein deposits—will not produce meaningful cleaning regardless of temperature or dwell time. Incorrect chemistry can also damage tank surfaces or leave residue that compromises subsequent products.
Step 3: Chemical Application and Circulation
Chemicals must be actively circulated throughout the tank interior via spray nozzles, recirculation loops, or manual application. The goal is complete contact with all surfaces—walls, floor, ceiling, and internal structures.
Static application without circulation creates shadow zones where cleaning agents never reach. Tanks with complex internals are particularly vulnerable. Research from Lechler USA documents that agitators, baffles, and coils block direct spray paths, leaving persistent residue after standard cleaning cycles. In documented cases, optimizing nozzle placement alone reduced cleaning cycle time by 73%—meaning a poorly positioned spray head can waste hours of chemistry that was otherwise correct.
Step 4: Dwell Time and Controlled Reaction
The chemical must remain in contact with surfaces long enough to complete the dissolution reaction. Dwell time is determined by chemical type, concentration, temperature, and contamination severity.
For alkaline cleaning of fatty residues, pH must be continuously monitored and maintained above 11.5 throughout the cycle. A dropping pH means the cleaner is being consumed without completing saponification—and the cleaning will fail silently.
Too short a dwell time leaves residue behind. Incorrect temperature creates its own problems: it can harden certain residues such as drying oils, or degrade tank coatings entirely.
Step 5: Rinsing, Inspection, and Waste Disposal
Final stages include:
- Thorough flushing with clean water to remove spent chemicals and loosened contamination
- Visual and atmospheric inspection to confirm cleanliness and vapor-free conditions
- Repeat cycles where contamination persists
- Compliant disposal of chemical waste streams
Most facilities underplan waste disposal. Spent solvents from industrial cleaning operations are classified as listed hazardous wastes under RCRA 40 CFR 261.31 (F001–F005 waste codes), requiring manifesting and disposal at permitted facilities. Facilities that treat spent cleaning chemicals as ordinary wastewater face substantial fines and EPA liability.
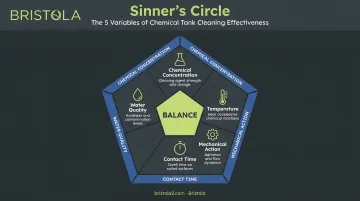
Key Factors That Determine Chemical Tank Cleaning Effectiveness
The four variables governing cleaning effectiveness were formalized by German chemist Herbert Sinner in 1959—known as Sinner's Circle. The core principle: constraining one variable (such as temperature) can be compensated by increasing another (such as contact time or mechanical agitation).
Five variables determine whether a chemical cleaning program succeeds or fails:
- Chemistry-to-contaminant match is the most critical factor. The wrong chemistry produces negligible results regardless of dwell time or temperature. Alkaline cleaners on mineral scale, acid cleaners on protein deposits — both are common mismatches, and both fail.
- Temperature accelerates reaction rates and improves penetration into deposits. Caustic alkaline cleaners require 120°F–160°F (50°C–70°C) for effective CIP performance. Below that range, reaction rates drop substantially; above material tolerance limits, coatings can be damaged or residues hardened.
- Dwell time and concentration are interdependent. Higher concentration can shorten required dwell time but raises chemical cost, waste volume, and material risk. Under-concentration produces incomplete cleaning that may not be visible: a tank can pass visual inspection while harboring residual contamination that drives microbial growth or product degradation.
- Tank geometry is a leading cause of inspection failures. Internal structures — baffles, agitators, mixing blades, heating coils, inlet and outlet connections — create shadow zones where chemical contact is insufficient. Nozzle placement, circulation design, and in some cases removal of internal components are all required before cleaning can be considered complete.
- Safety and regulatory constraints shape every decision. Bureau of Labor Statistics data documents 1,030 confined space fatalities from 2011 to 2018, with 205 deaths occurring specifically in tank, bin, and vat interiors.
Over 60% of confined space fatalities involve would-be rescuers, not the initial entrant. Improvised rescue attempts kill more people than the original incident. OSHA 29 CFR 1910.146 compliance is not a formality; it is the procedural floor below which workers die.
Common Mistakes and When Chemical Cleaning May Not Be Enough
The Most Common Failure Modes
- Chemistry selected by availability, not contaminant type — the most common and most consequential error
- Skipping pH monitoring during alkaline cleaning — a dropping pH silently invalidates the entire cycle
- Assuming visual cleanliness equals chemical cleanliness — residual contamination frequently remains invisible
- Underestimating vapor accumulation during preparation — the stage most associated with fatalities
- Failing to account for shadow zones behind internal structures, which persist through otherwise successful cleaning cycles
Where Chemical Cleaning Reaches Its Limits
Even when executed correctly, chemical cleaning has hard operational limits. Some facilities simply cannot accommodate the process:
- Tanks that cannot be shut down without significant production loss—the process requires full isolation and drainage
- Facilities handling highly toxic or flammable substances where confined space entry during cleaning creates extreme and difficult-to-control risk (anaerobic digesters, oil and gas storage tanks, chemical processing vessels)
- High-frequency cleaning requirements where repeated shutdown cycles are economically prohibitive
- Large-volume tanks where purging, treatment, and rinsing cycles require days or weeks of lost production
For context: conventional cleaning of a 600,000-barrel crude tank can require 10 weeks of downtime and approximately $1.94 million in direct costs, according to Hydro Recovery LLC's published cost comparisons.
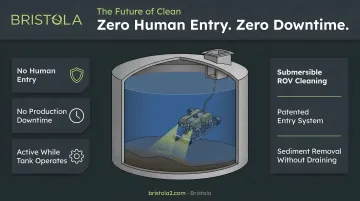
For facilities where confined space risk or operational downtime are the binding constraints, robotic cleaning systems address both at once.
Bristola's zero-human-entry system deploys a submersible ROV through a patented equalization chamber entry system (an airlock-type portal installed on the tank's manhole), allowing the robot to enter and clean while the tank stays in active operation. No worker enters the confined space. No production stops. The ROV removes sediment mechanically through a flexible hose to a processing system of the operator's choice.
Bristola's case study data shows facilities transitioning to this approach reduce annualized cleaning costs from approximately $250,000 to $170,000 per tank—an $80,000 annual saving per tank.
That figure has personal weight. Founder Jared Burma survived a near-death experience inside a storage tank, and built Bristola around one goal: making confined space entry a thing of the past.